EDM Wire Cutting
What Is EDM Wire Cutting – The Define Of EDM Machining
The basic principle of EDM machining is the same as that of EDM forming, and it is also processed by the electro-corrosion phenomenon caused by the pulse discharge of the tool electrode on the workpiece. However, WEDM does not need to make a forming electrode, but uses a moving metal wire (molybdenum wire or copper wire) as an electrode, and uses the relative movement of the electrode wire and the workpiece in the horizontal plane to cut workpieces of various shapes. If the electrode wire has a regular tilting motion relative to the workpiece, the tapered workpiece can also be cut. The workpiece is connected to the positive pole of the pulse power supply, and the electrode wire is connected to the negative pole.
- EDM Machining Objects: ordinary metals, high hardness alloy materials, synthetic diamonds, semiconductor materials, conductive ceramics, ferrite materials, etc.
- EDM Machining Range: In addition to general precision processing. It has been able to process large-size and large-thickness workpieces and began to involve in the field of precision micromachining.
- EDM Machining Shape: Wire cutting processing is not only suitable for the processing of two-dimensional contours, but also can process various taper, variable taper and three-dimensional contoured surfaces with different shapes up and down.
The Characteristics Of EDM Wire Cutting
Wire EDM is to use a moving filament (within a diameter of about 0.5mm) as an electrode to generate a spark discharge between the electrode wire and the workpiece, and at the same time drive the workpiece to be processed according to the required shape. Features of WEDM:
- It uses a metal wire of 0.03-0.35mm as an electrode tool, and does not need to manufacture electrodes of a specific shape.
- Although the object to be processed is mainly a flat shape, except for the limitation of the minimum diameter R (wire radius + discharge gap) of the inner leg determined by the wire diameter, any complicated opening can be processing.
- The machining allowance required for contour machining is small, which can effectively save valuable materials.
- The loss of electrode wire can be ignored (low-loss pulse power supply is used for high-speed wire cutting; unidirectional continuous wire feeding is used for slow-speed wire cutting, and new electrode wire is always processed in the processing area), and the processing accuracy is high.
- Relying on the microcomputer to control the electrode wire trajectory and the gap compensation function, the gap can be adjusted arbitrarily when processing two kinds of concave and convex molds at the same time.
- Emulsion or deionized water working fluid is used, so there is no need to worry about fire, and it can be processed continuously day and night.
- Regardless of the hardness of the workpiece to be processed, as long as it is a conductor or semiconductor material, it can be processed.
- Any complex beginning part can be processed as long as the processing program can be compiled, so it is very suitable for the production and processing of small batch parts and trial products, with short processing cycle and flexible application.
- Using four-axis linkage, it can process upper and lower special-shaped bodies, distorted curved surfaces, variable tapers and spherical parts.
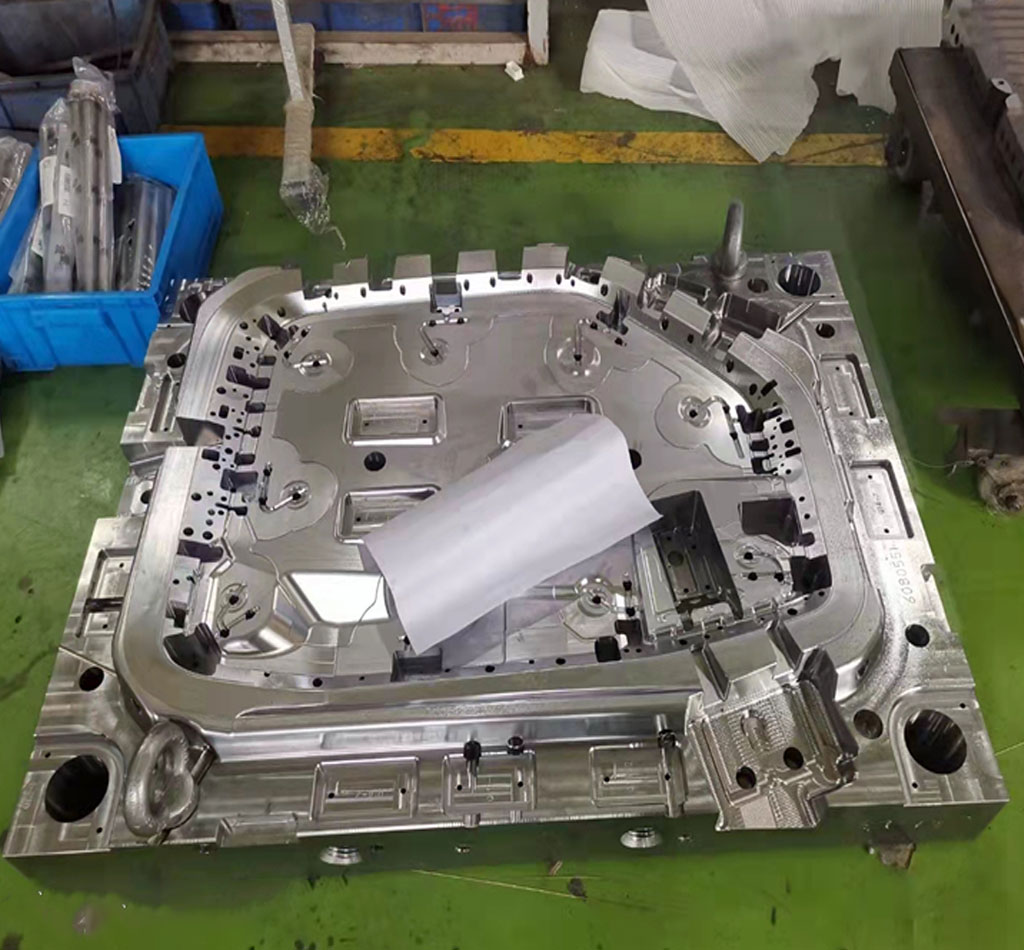
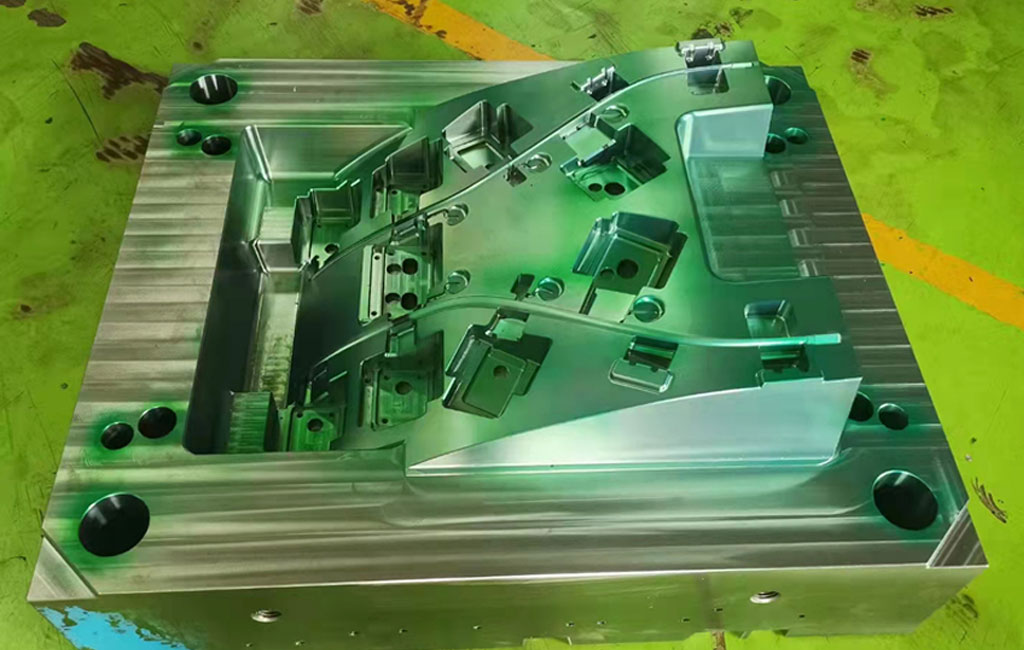
Wire EDM Machining Manufacturer – Wire EDM Parts & Electric Discharge Machining Services
The wire EDM can cut any conductive materials including aluminum, brass, steel, titanium, superalloys and other alloys to produce machine parts, components, logos and other metal parts easily.Molds material are popular materials to make hardware and accessories for die casting molds, based on their excellent properties.Pintejin Group is a Wire EDM Machining parts manufacturer that can process a wide variety of machined die casting molds parts, including high-quality Push rod (thimble), reset rod, push rod fixing plate, push plate, push plate guide post, push plate guide sleeve and custom accessories with different specifications. Over the past years, we have earned a good reputation for producing custom die casting molds parts with reasonable pricing and on-time delivery to provide wire cut EDM parts and services for our customers. Our EDM services offer experience and excellence in all types of EDM machining, welcome to submit an inquiry online.Find the most cost-effective deals at Pintejin, we’ll offer affordable prices and quick quotes on durable WEDM hardware and components.

High-Speed Electric Discharge Machining
The electrode wire of this type of machine tool reciprocates at high speed, and the wire speed is generally 8~10m/s.
The commonly used electrode wire is molybdenum wire, and the processing fluid is emulsion.
The economy is good, but the stability of the wire is poor, the machining accuracy is relatively low, and the surface is rough.
At present, the machining accuracy that can be achieved is ±0.01mm, and the surface roughness Ra=3.2~0.8μm

Low-Speed Electric Discharge Machining
The electrode wire of this type of machine tool moves in one direction at a low speed.
Generally, the wire speed is lower than 0.2m/s.
The commonly used electrode wire is copper wire, which is generally disposable. The processing fluid is deionized water.
The wire has good stability, high processing precision, and good surface quality, but the cost is high.The machining accuracy can reach 0.001mm, and the surface roughness is Ra<>

Medium Electric Discharge Machining
Medium wire cutting is to reduce the error caused by material deformation and molybdenum wire loss through multiple cutting, so that the processing quality is relatively improved, and the processing quality can be between the high-speed wire feeder and the low-speed wire feeder. Medium wire, slow wire, and fast wire all refer to WEDM. It is mainly used to process various complex and precise small workpieces, such as punches and dies of molds. It is developed on the basis of EDM perforation and forming. It has not only developed the application of EDM, but also replaced EDM perforation and forming in some aspects. Wire cutting machine tools have accounted for more than half of EDM machines.
The Application Of WEDM
Application fields of wire EDM: processing of flat-shaped metal die, die, powder metallurgy die, drawing die, extrusion die, processing of three-dimensional metal die, undercut processing of die for punch, metal pressing for plastic Parting surface machining of molds, plastic molds, etc. Electrode for electrical discharge forming machining of fine electrodes with complex shapes, machining of electrodes for general perforation, machining of electrodes with taper molds and parts machining Direct machining of prototype parts, small batches Processing of various parts, processing of special materials, processing of material test pieces, processing of contour gauges, processing of various pallet gauges, processing of cams and templates, forming and processing of forming turning tools, micro-processing of chemical fiber nozzle processing, special-shaped grooves and Narrow groove machining, standard defect machining
1. Trial Production Of New Products
In the process of new product development, single-piece samples are required, and the parts are directly cut by wire cutting without molds, which can greatly shorten the development cycle of new products and reduce trial production costs. For example, in stamping production, when the blanking die is not opened, first use the wire-cut template for subsequent processing such as forming, and then manufacture the blanking die after verification.
2. Processing Special Materials
When cutting some metals with high hardness and high melting point, it is almost impossible to use machining methods, and wire cutting is economical and accurate.
3. Machining Mold Parts
Wire EDM is mainly used in the electrode processing of punching dies, extrusion dies, plastic molds, EDM cavity molds, etc. Due to the rapid improvement of the machining speed and accuracy of WEDM, it has now reached a level that can compete with coordinate grinders. degree. For example, for small and medium-sized punching dies, the material is die steel. In the past, it was processed by the method of split die and curve grinding. Now, the overall processing method of wire electric discharge cutting is used. The manufacturing cycle can be shortened by 3/4~5/4, and the cost can be reduced by 2 /3~3/4, with high precision, no skilled operation is required. Therefore, the grinding and other processes of fine punching in some industrially developed countries have been replaced by EDM and WEDM.
The Process Of WEDM
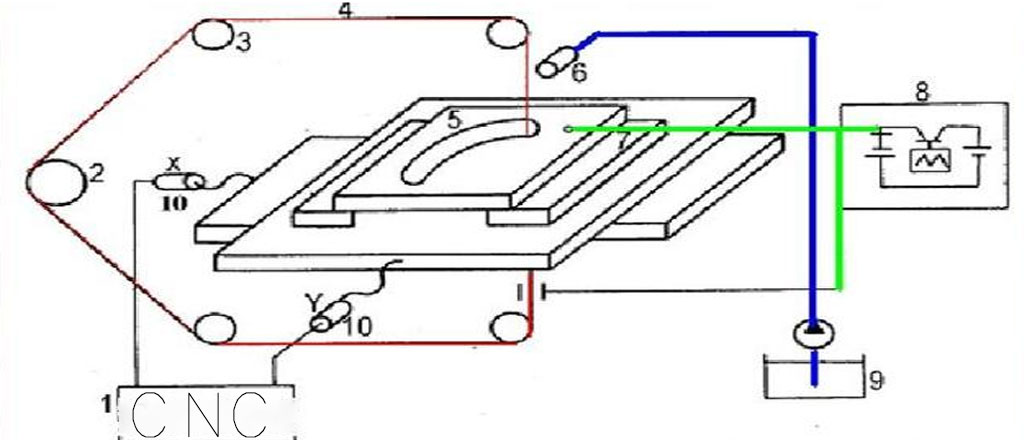
The positive pole of the pulse power supply is connected to the workpiece, and the negative pole is connected to the electrode wire. The electrode wire reciprocates at a certain speed, and it continuously enters and leaves the discharge area. A certain amount of liquid medium is injected between the electrode wire and the workpiece. The stepper motor with the worktable and the workpiece move relatively in the horizontal plane, and pulse discharge occurs between the electrode wire and the workpiece. workpiece.
In this process, when the workpiece is connected to the positive pole of the high-frequency pulse power supply, and the molybdenum wire is connected to the negative pole of the high-frequency pulse power supply (mm), a spark discharge occurs between them, which corrodes the workpiece (melting, the temperature is above 10,000 degrees).