Thin Wall Die Casting
Custom Thin Wall Die Casting Parts Services – Thin Wall Die Casting Company China
If you want to find a cost-effective and rapid thin wall volume making solution for your manufacturing needs, Pintejin can be a good choice for you. Based on extensive experiences and professional expertise, our thin wall die casting services are available for low to high volume production runs. Working with Pintejin Group, the most advanced die casting machinery allows us to fabricate end-use thin wall parts and products in high efficiency while maintaining premium quality, which saves money and time for our clients significantly.
A wide range of materials and surface finishes enable us to make the best option for your project, the raw materials including but not limited to aluminum, zinc, copper, magnesium, etc. Polishing, painting, sandblasting, plating, anodizing, powder coating and more finishing services bring better surface quality for your parts.
Our custom thin wall die casting service provides durable and affordable thin wall components that meet your specifications for automotive, medical, aerospace, electronics, food, construction, security, marine, and more industries. Fast to send your inquiry or submit your drawings to get a free quote in the shortest time.
Why Choose Custom Thin Wall Die Casting Services at Pintejin?
- Capabilities in Die Casting, machining and finishing enable us to offer one-stop shopping
- Thin Wall Die Casting service supplies durable parts for prototype and end-use
- A wide selection of material and surface metal finishing or treatment processes
- Accurate dimensions and specifications based on your demands and a variety of instruments
- Quick free quote within 24 hours and fast turnaround in average one week
- Competitive prices and the highest standard quality provide the most economic solution
- No minimum order quality. You can order a prototype of thousands of metal parts
- Net shape part configuration is achievable.
- Thinner walls are achievable when compared to investment casting.
- Wide range of possible shapes.
- External threads can be cast.
- Holes can be cored to internal tap drill size.
At Pintejin Die Casting and Machining, we provide industry-leading thin wall die casting services for your aluminum part needs. Contact Pintejin Die Casting for Thin Wall Die Casting or Request a Quote today.
The Pintejin Case Studies Of Thin Wall Die Castings
Pintejin Casting fabrication services are available for both design to reality and low to high volume production runs of your die casting parts and more.



How To Improve The Machining Accuracy Of Thin-Walled Parts
The CNC Machining of thin-walled parts has the characteristics of light weight, material saving, compact structure, etc., but the processing of thin-walled parts has always been difficult to solve, because the rigidity and strength of thin-walled parts are poor, and they are easily deformed during processing. It is not easy to ensure the processing quality of parts. Thin-walled parts are generally processed by numerical control turning. For this reason, the clamping of the workpiece, the geometric parameters of the tool, and the programming of the program should be tested, so as to effectively overcome the deformation of the thin-walled parts during the processing and ensure the processing. precision. There are many factors that affect the machining accuracy of thin-walled parts, but they are mainly summarized in the following three aspects:
- Deformation under force: Due to the thin wall of the workpiece, it is easy to deform under the action of the clamping force, thereby affecting the dimensional accuracy and shape accuracy of the workpiece.
- Thermal deformation: Because the workpiece is thin, the cutting heat will cause thermal deformation of the workpiece, making it difficult to control the size of the workpiece.
- Vibration deformation: Under the action of cutting force (especially radial cutting force), it is easy to generate vibration and deformation, which affects the dimensional accuracy, shape, position accuracy and surface roughness of the workpiece.
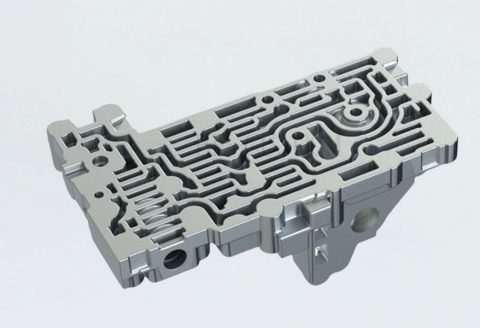
The Process Analysis Of Thin Wall Die Casting
According to the structure and technical requirements of the casting, the internal and surface quality of the casting must be very high, so the casting must be well formed. However, due to the thin wall of the casting (most of the dimensions are 1.5, only the bottom is 2.5), it is difficult to fill and form; the casting has high dimensional accuracy, thin wall, cavity depth (51mm), and ejection slope (20 points) Small, the casting shrinkage wrapping force is large. Due to the thin wall of the casting, there is no suitable position with sufficient strength to set a push rod with sufficient strength to eject the casting, so it is very easy to damage the casting and deform the casting when the casting is ejected, resulting in the ejection of the casting. This casting is extremely difficult. The dimensional accuracy of castings is high, and it must be required that the castings are not deformed when the castings are ejected from the outside, and the shrinkage rate must be selected to ensure the dimensional accuracy of the castings. To sum up, in order to successfully die-cast this thin-walled casting, it must be solved: the casting is filled and formed well; the ejection cannot damage the casting and deform the casting; and ensure that the internal and surface quality requirements are high.
The Mold Design Of Thin Wall Die Casting

The Choice Of Die Casting Machine
According to the projected area of castings, runners, overflow grooves, etc. and the specific pressure estimation of castings (calculation is omitted), 800 1000T die casting machine can be selected. At the same time, the injection performance of the die-casting machine, the length of the pressure build-up time, and the stability of the injection speed must be carefully considered.
Selection Of Parting Surface
When selecting the parting of the casting, it is necessary to facilitate the setting of the gating system and the realization of a reasonable mold structure. Therefore, the parting surface is selected near the bottom wall thickness of 2.5mm, which is convenient for the opening of the gating system.
Design Of Overflow And Exhaust Systems
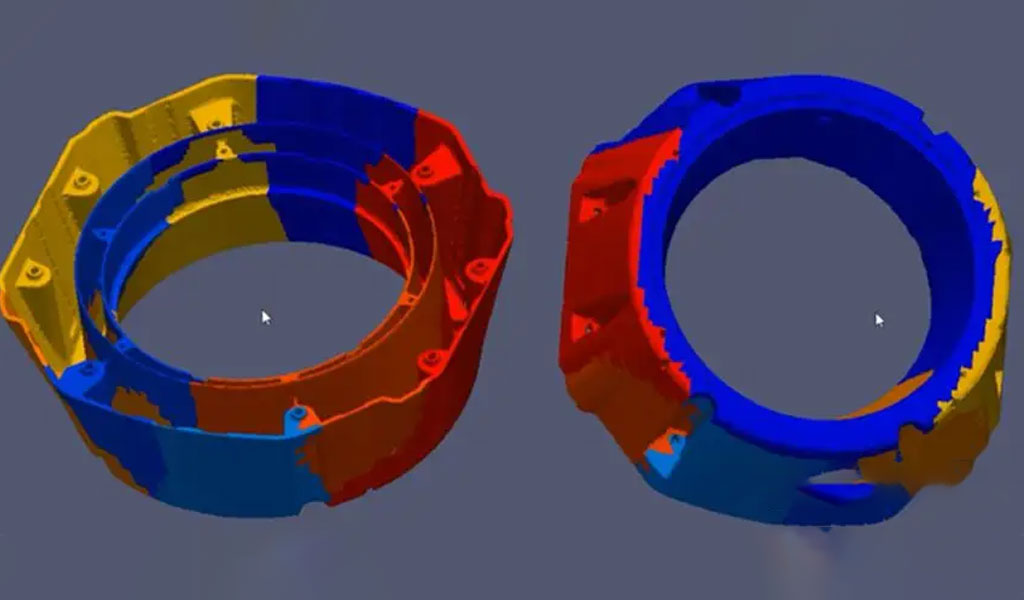
Set up overflow grooves and exhaust grooves on the opposite sides and both sides of the casting gate (see Figure 2); and use the micro-gap on the side of the flat push rod set on the top of the casting clapboard, as far as possible to protect the clapboard. Auxiliary exhaust function.
The Design Of Gating System
According to the thin wall of the casting, the design of the gating system must meet the minimum filling resistance of the alloy liquid during the filling process and the best exhaust conditions. Therefore, the gating system is designed from the following aspects:
- The inner gate is set in the direction of the end of the separator, and a branch gate is opened below the inner gate;
- Open auxiliary runners above the casting separator to increase the flow rate of the cavity alloy liquid entering the separator;
- Make a slope at the end of the auxiliary runner to improve the diversion direction of the alloy flow, so as to improve the filling state of the casting separator with the alloy liquid;
- Fill all the holes at the bottom of the casting within the range of the machining allowance on this surface, which is beneficial to the filling of the casting.
- Cross runner and auxiliary runner

The Design Of Die Core Pulling And Ejecting Mechanism
Castings with thin wall, small ejection slope, large wrapping force, and insufficient strength are provided with ejector elements. It is difficult to complete the ejection of the castings purely by the ejector elements. Only from the mold structure. Overcome, so the design of the mold structure is the key.
The casting requires core pulling on all four sides. According to the structural analysis of the casting, it is determined that the core pulling is carried out on both sides of the gate inlet by means of oblique tie rods, and the diagonal sliding block is used for core pulling on the opposite direction of the gate and gate. In this way, two inclined sliders can be used to lift out the casting, and the two inclined sliders play the dual role of core pulling and ejecting the casting, and at the same time, the strength of the casting is guaranteed during the ejection. Two inclined sliders are used to lift out the casting smoothly to prevent the casting from being ejected and deformed, which solves the key role of the difficulty in ejecting the casting. On the top of each partition plate, an ejector part with a cross-section of 11×1 is set. 5. The number of flat push rods is slightly 30 pieces, and a part of the round push rods are set at appropriate places on the bottom surface to assist in the ejection function, which satisfactorily solves the problem of core pulling and ejection of castings. A small number of push rods with relatively large diameters are arranged in places where there is no partition plate to balance the ejection.
The Design Requirements For Mold Forming Inserts
In order to avoid the problem that some fragments of the casting are stuck in the cavity and inconvenient to take out (due to the small slope of the casting, only 20 points), the forming inserts must be made into multiple pieces; ; The surface roughness is not less than 0.1; the heat treatment hardness of the insert is HRC48-52 (slightly higher than normal); the fit of each insert in the mold base is a transition fit.
The Design Of Mold Heating System
The mold production requires high mold temperature and no cooling is required. In the absence of a mold temperature machine, a heating and constant temperature control system is considered to ensure that the mold temperature can be stabilized at 300C during production. (If the mold temperature machine is used to solve the problem of mold heat balance, it will be solved satisfactorily.)
The Applications Of Aluminum Thin Wall Die Casting
Aluminum-based thin wall casting is used by a broad range of industries throughout the world to manufacture parts and components that possess beneficial qualities that customers enjoy. Some of the industries that utilize thin wall casting include:
- Automobile/Automotive
- Aircraft/Aerospace
- Engine manufacturing
- Military
- Medical
- Commercial
- More
Contact Pintejin Die Casting for Thin Wall Die Casting Today
If the requirements of your parts will be met by Thin Wall Aluminum Die Casting Manufacturer, you are better off sacrificing slightly faster cycle time to ensure better economy, quality, and durability for your parts.Contact Pintejin today or request a quote to get your project started by a team of experts today.
Pintejin is your premier manufacturing source for die casting and machining since 1995.